

Инструкция к тигельным прессам серии TYMB
Инструкция по настройке и работе с тигелем включает в себя:
>> Устройство и принцип работы>> Установка станка и ввод в эксплуатацию
>> Порядок работы
>> Пульт управления
>> Схемы
Вырубной пресс принадлежит к серии TYMB – Позолотный тигельный пресс с микрокомпьютерным управлением применяется для выполнения работ по тиснению фольгой или вырубке. [www.bronko.ru®] Машина имеет современную конструкцию, автоматический терморегулятор, устойчивые рабочие параметры, легка в эксплуатации, удобна в обслуживании, высоко эффективна.
Для работы с данным станком используется управление с помощью микропроцессора, что позволяет добиться точности при перемещении фольги, позволит более экономно использовать потребляемую мощность, добиться высокой производительности, простоты с помощью клавишного пульта управления и т.д.
Для того чтобы добиться максимальной пользы при эксплуатации станка, следует внимательно ознакомиться с инструкциями по эксплуатации и проведению техобслуживания станка.
Основные технические параметры представлены на страницах тигельного пресса TYMB-750, TYMB-930 и TYMB-1100.
Устройство и принцип работы

Рисунок 1. Части машины
1.Панель управления
2. Электрический шкаф
3. Двигатель
4. Защитный материал
5. Рычаг остановки
6. Устройства натяжения фольги
7. Ось подвижной плиты
8. Подвижная плита
9. Шатун-тяга 10. Ручка сброса давления
11. Шаговый двигатель подмотки фольги
12. Рукоятки сведения-разведения валов
13. Протяжные валы
14. Световой барьер
15. Заключная рама/нагревательная плита
16. Направляющие фольги
17. Шаговые двигатели
18. Защитная планка
Данная машина может применяться как для высечки и биговки, так и для горячего тиснения. Для удобства использования и повышения точности машина оснащена встроенным микрокомпьютером на выносном пульте управления.
Блок резки и биговки
Данный блок состоит из основания, подвижной плиты, соединительных тяг, магнитной муфты и привода. Мотор приводит в движение маховик с ременным шкивом. Под действием магнитной муфты и маховика происходит вращение ведущего вала. Затем движение передаётся посредством специальной зубчатой передачи. Главный вал приводит в движение зубчатую передачу, которая приводит в действие соединительные тяги (шатуны), которые, в свою очередь, приводят в движение плиту для осуществления операций биговки, резки и горячего тиснения
Подвижная плита
Крабочей поверхности подвижнойплиты крепится металлическая пластина при помощи винтов М8 с потаённой головкой. Обрабатываемый материал укладывается на плиту.
Внизу, в левой и правой части подвижнойплиты, расположены круговые направляющие; на середине стола крепится криволинейная направляющая. Круговые направляющие проходят по футеровочной плите направляющей основания, а кольца перемещаются по подшипнику основания, тем самым, формируя правильную траекторию перемещения стола.
По обеим сторонам вала подвижнойплиты установлены левая и правая эксцентриковые втулки, соединенные посредством поперечины, с ручкой сброса давления. В режиме обычной работы специальный упор на поперечине удерживается в пазу опорной плиты. Во время работы, если материал сместился, оттяните ручку сброса давления (10, рисунок 1), чтобы повернуть левую и правую эксцентриковые втулки на определённый угол. Вследствие этого, будет увеличиваться расстояние между плитами с тем, чтобы избежать биговки и высечки (тиснения). Специальный поршневой подъёмник передаёт движение эксцентриковой втулке для того, чтобы автоматически вернуть ручку сброса давленияв рабочее положение во время следующего рабочего цикла.
Эксцентриковая передаточная втулка (5, рисунок 2) расположена между отверстиями левой и правой соединительных тяг и внутренней эксцентриковой втулки (4, рисунок 2). При помощи ключа поверните зубчатую ось (6, рисунок 2), которая повернет втулку (5, рисунок 2) для регулировки расстояния и параллельности расположения подвижной плиты и основания. После регулировки зафиксируйте эксцентриковую зубчатую втулку при помощи специальной секторной пластины (2, рисунок 2).

Рис.2. Эксцентриковое устройство регулировки зазора
1. Шатун (тяга)
2. Секторная пластина
3. Измерительная шкала
4. Эксцентриковая втулка
5. Эксцентриковая зубчатая втулка
6. Зубчатая ось
Основание
На середине основания располагается массивная пластина; спереди основания располагаются левая и правая футеровочные плиты в направляющих; сзади основания расположен привод.
Передняя направляющая основания поддерживает круговую направляющуюподвижной плиты, с тем, чтобы подвижнаяплита могла совершать требуемое движение. Кроме того, с помощью подшипника и криволинейной направляющей задается траектория движения подвижной плиты.
Привод машины находится сзади основания (смотрите рис.3), валы установлены непосредственно на нём. Поддерживающая опора вала находится с правой стороны основания, она поддерживает вал вместе с маховиком (1, рисунок 3) и консолью магнитной муфты.
Привод и магнитная муфта
Вал (8, рисунок 3) установлен на соединительной опоре сзади основания с правой стороны. Маховик (1) вращается на валу с помощью двух подшипников. Корпус магнита (3, рисунок 3) магнитной муфты соединяется с валом посредством шлица и может свободно перемещаться вдоль вала (фрикционные накладки находятся по обе стороны якоря и могут заменяться в случае их износа). При включении муфта вырабатывает электромагнитное поле, притягивая якорь и приводя в движение вал посредством маховика. При выключении пружина тормоза, находящаяся внутри, отводит якорь назад от маховика, прижимая его в противоположную сторону от тормозного блока (4, рисунок 3) с целью остановки вала.
Тормозной блок крепится на подшипнике вала, который регулирует его осевое положение при помощи трёх винтовых регулировочных втулок (5, рисунок 3) с тем, чтобы регулировался рабочий ход муфты в пределах 0,5-0,7 мм. Специальные болты проходят через внутренние отверстия винтовых втулок и удерживают тормозной блок.
На правом конце вала находится выступ квадратной формы для установки рукоятки, с помощью которой можно вручную провернуть вал в обратную сторону в случае заклинивания машины. С правой стороны электрического шкафа находится переключатель “Test/Run” для приведения в действие магнитной муфты при проверке с тем, чтобы вызывать высвобождение приводной системы из режима торможения и с целью ручного управления.
В распределительном блоке сзади основания находятся промежуточный вал (11, рисунок 3) и главный вал (12, рисунок 3). Кривошипно-шатунные зубчатые колёса с обеих сторон главного вала используются для приведения в движение подвижнойплиты посредством соединительных тяг. Специальный зубчатый механизм, используя косозубые зубчатые колёса ишевронные зубчатые колёса, способствует стабильности работы привода, понижению шума и усилению крутящего момента.

Рис.3. Кинематическая схемаКинематическая схема
1. Маховик
2. Электромагнитная муфта
3. Диск сцепления и тормоза
4. Тормозной диск
5. Втулка регулировочного болта
6. Токосъемное кольцо
7. Электрическая щетка
8. Ведущий вал (первый вал)
9. Шевронная шестерня ведущего вала
10. Шевронная шестерня промежуточного вала
11. Промежуточный вал
12. Главный вал
13. Косозубые шестерни промежуточного вала
14. Шестерня шатуна
Блок тиснения
Блок тиснения в целом состоит из трёх основных узлов: штамповочной головки (10), штамповочной пластины (4, рисунок 4) и вала подачи (2, рисунок 4).
На неподвижной плите машины находится нагревательная пластина, которая закреплена при помощи винтов. Штамповочная головка, установленная сверху, на корпусе машины, имеет валы для протяжки фольги (7), прижимные валики (8) и приёмные валы (9, рисунок 4). Количество узлов, включающих протяжной, прижимной и приемный вал (2 или 3) зависит от модели машины.
Под большой пластиной корпуса машины находятся два подающих вала, которые приводятся в движение двигателем (1, рисунок 4) (с регулируемой скоростью), и которые используются для подачи фольги, натяжение которой регулируется специальной пружиной на несущем конце вала.
Фольга находится на подающем валу (2, рисунок 4), проходит через верхнюю и нижнюю оси (3, 6). Затем после тиснения остаток фольги подаётся через протяжной и прижимной валики (7,8, рисунок 4) на вал для намотки (9, рисунок 4).

Рис.4. Устройство секции горячего тиснения
1. Подающий вал
2. Нижний направляющий вал
3. Нагревательная плита
4. Фольга для горячего тиснения
5. Верхний направляющий вал 6. Протяжные валы
7. Прижимные валы
8. Приемные валы
9. Модуль протяжки
10. Приводной механизм
Система электронного управления
Управление машиной подразделяется на две составляющие: управление работой машины и контроль функции защиты.
(1) Машина имеет две основные функции – высечка/биговка и тиснение. Управление данными функциями осуществляется с помощью микрокомпьютера и с помощью специальных органов управления, расположенных в секции электронного управления (2, рисунок 1), которая находится на правой стороне машины. Пульт управления показан на Рисунок 6.
(2) Механизм защиты состоит из светового барьера (14, рисунок 1,), специальной защитной планки (10, рисунок 1,) и рычага остановки (5, рисунок 1).
Световой барьер находится над неподвижной плитой; специальная защитная планка (10, рисунок 1) находится в верхней части подвижнойплиты; рычаг остановки (5, рисунок 1) находится спереди левой стороны корпуса.
При попадании в опасную зону в передней позиции закрытия подвижнойплиты нажмите на защитную планку, или рычаг остановки для того, чтобы немедленно остановить работу подвижной плиты. Световой барьер автоматически останавливает машину при попадании постороннего объекта между приемными датчиками.
Установка станка и ввод в эксплуатацию
Подключение
Питание: три фазы, 50 Гц, 380 В.
Напряжение для электромагнитной муфты: 28 В, перем.т.
Напряжение для электронагревателей: 220 В, перем.т..
Напряжение для мотора: три фазы, 380 В
Напряжение для управляющей цепи: 36 В перем.т.
Корпус необходимо надежно заземлить.
Убедитесь, что двигатель вращается в указанном на кожухе направлении.
Проверка перед началом работы
Перед началом работы включите режим ручного привода и с помощью специального ключа вращайте приводной вал вручную до завершения одного цикла. Убедитесь, что плита идет ровно, без помех. [www.bronko.ru®] После этого включите двигатель. Убедитесь, что маховик вращается без помех. Включите машину на холостой ход.
Убедитесь, что при работе нет посторонних шумов. После выполнения нескольких циклов убедитесь, что нигде не происходит нагрева. Проверьте работу системы безопасности.
Проверьте централизованную смазочную систему.
Добавьте масло в масляные резервуары машины.
Проверьте электрическую изоляцию нагревательной пластины, убедитесь, что на ней нет влаги. Сопротивление изоляции должно быть не менее 0,5 MQ спустя 5 минут после включения питания
Схема смазки машины
На оборудование установлена централизованная система смазки. Опционально система смазки может быть автоматической и программируемой. Для смазки через централизованную систему смазки используется жидкое моторное масло 10W 40

Порядок работы
Краткое введение в операцию вырубки
(1) Машину разрешается эксплуатировать после проверки её работоспособности.
(2) Закрепите раму, в которой устанавливается штанцформа, на основании машины. При установке, настройке и регулировке расстояния следует отключать машину от питающей сети.
(3) При поставке с завода-изготовителя регулируемое расстояние устанавливается равным 27 мм (включая толщину рамы и опорной пластины стола). Фактическое расстояние может регулироваться в пределах 26-38 мм в зависимости от высоты ножа, толщины картона и высоты держателя матрицы.
(4) Нажмите кнопку “START” на тормозном рычаге для того, чтобы запустить мотор и привести в движение маховик.
(5) После того как будет достигнута рабочая скорость, нажмите кнопку “ON” на рычаге, которая приведёт в действие магнитную муфту, для начала рабочего цикла.
(6) В случае, если оператор не успевает выполнить замену обрабатываемого материала за один цикл работы, может быть установлено определённое время задержки. В этом случае, машина будет делать паузу в открытом положении на каждом цикле работы на определенное время, устанавливаемое с помощью пульта управления (см. раздел 6).
(7) Во время работы, если материалустановлен неправильно, или готовый продукт не может быть убран вовремя, то, чтобы избежать траты бумаги, нажмите на защитную планку или ручку остановки, чтобы остановить машину. Нажмите кнопку “ON”, чтобы снова запустить машину после осуществления корректировки положения картона или удаления конечного продукта.
Инструкции по тиснению
Подготовка к тиснению:
а. Установите пластину для высечки: снимите каркас с пластины для высечки, закрепите две нагревательные пластины на столе корпуса машины с помощью винтов.
б. Подайте и установите фольгу: установите катушку с фольгой на подающий вал; пропустите фольгу через верхний и нижний направляющие валы и через протягивающийи прижимной валики, закрепите фольгу на приемном валу (смотри рис.4).
в. Осуществите предварительный нагрев.
г. Введите значения параметров на пульте управления (смотри раздел 6).
д. Осуществите проверку работоспособности.
Регулировка зазора между плитами (давления)
Во время работы расстояние между плитами (давление) должно регулироваться под различные виды клише, различные вырубные штанцформы и бумагу, в соответствии с требованиями, предъявляемыми к тиснению и вырубке. Рабочие поверхности станины и подвижной плиты должны быть параллельны друг другу, рабочий зазор должен быть одинаковым по всей плоскости, в противном случае, это отразится на качестве продукции и сроке эксплуатации машины.
Отрегулируйте передние зубчатые эксцентрики левой и правой соединительных тяг с тем, чтобы отрегулировать зазор и параллельность плит.
Ослабьте фиксатор, поверните регулировочные винты и отрегулируйте. После регулировки затяните фиксатор. Если существует разница между давлением в верхней и нижней областях, то точно отрегулируйте его посредством верхних и нижних «сухарей» с обеих сторон подвижного стола.
Ослабьте эксцентриковый вал «серьги» и ослабьте фиксирующие винты. Проверьте зазор между «сухарями» и направляющей, зазор δ должен быть в пределах 0.05-0.10 мм. При этом роликовый подшипник внутри серьги должен крутиться свободно. Затем затяните эксцентриковый вал серьги.
Если машина эксплуатируется на протяжении большого периода времени, то дуговая опора или направляющая могут повредиться, что будет вызывать неодинаковое давление верху и внизу. В этом случае следует отрегулировать «сухари». Точно отрегулируйте зазор между плитами и проверяйте его постоянно.
Во время регулировки особое внимание уделяйте равнозначности зазоров слева и справа, сверху и снизу. При настройке обязательно сначала выключайте питание машины. В любом случае после регулировки следует проверить работоспособность машины в ручном режиме в несколько циклов. Проверьте, чтобы все части машины работали надлежащим образом и были в исправном состоянии.
Регулировка муфтыДанная машина оборудована электромагнитной муфтой постоянного тока. Обмотка электромагнитной муфты находится в специальном железном сердечнике и залита несгораемым полиуретаном.
Муфта получает постоянный ток через токосъемную щётку и кольцо. Под действием вырабатываемого электромагнитного поля рабочий фрикционный диск соединяется с маховиком и приводит в движение подвижную плиту. При отключении электромагнитного поля под действием пружины фрикционный диск прижимается к тормозному диску, благодаря чему происходит торможение машины.
От зазора между дисками муфты зависят крутящий момент и скорость торможения; слишком большой зазор будет вызывать запаздывание, а слишком маленький зазор может привести к заклиниванию машины. В связи с этим очень важно точно отрегулировать муфту.
Электромагнитная муфта перед поставкой с завода была уже отрегулирована. Как правило, нет необходимости в её повторной регулировке. Однако после продолжительной эксплуатации машины крутящий момент может уменьшиться, скорость торможения может стать медленной из-за износа деталей машины или из-за увеличения зазора муфты.
Если это произошло, то отрегулируйте электромагнитную муфту.
[www.bronko.ru®] Она установлена при помощи трёх пар регулировочных винтов на тормозном диске опоры маховика. В каждой паре этих винтов один прижимает тормозной диск к фрикционному и тем самым уменьшает зазор, а другой винт пары оттягивает тормозной диск от фрикционного и тем самым увеличивает рабочий зазор. Комбинируя состояние всех трех пар винтов можно настроить требуемый зазор по всей рабочей поверхности муфты. Как правило, зазор между поверхностями находится в пределах 0.5-0.7 мм, и должен быть одинаковым по всей площади.
На качество работы электромагнитной муфты могут оказывать влияние следующие факторы:
1) Загрязнение деталей муфты маслом и мелкими частицами, что приводит к проскальзыванию частей муфты;
2) Поверхность муфты загрязнена, некоторые её участки повреждены или соединены неровно.
3) Ухудшение изоляции и появление утечки тока.
4) Слишком сильный износ электрической щётки и соединительного кольца, что приводит к неплотному прилеганию и слабому давлению щётки.
5) Износ пружин, приводящий к уменьшению толкающего усилия.
6) Износ подшипника вала.
7) Износ подшипника маховика.
8) Понижение напряжения из-за того, что реле срабатывает слишком медленно, из-за повреждения выпрямителя или проблем с разрядной цепью.
Если прижимное усилие электромагнитной муфты ослабло, то проверьте все вышеприведённые факторы.
Диагностика неисправностей
Три группы шагового двигателя не вращаются: в случае если также не происходит отсчет, следует проверить закрытый бесконтактный переключатель.
В случае если подсчет производится, следует проверить источник (панель) питания и трансформатор и т.п. Кроме того, проверьте значения, отображаемые на дисплее, т.е. длину и время и т.д., не должно быть нулевых значений.
Один или два из трех шаговых двигателей не работает или работает неточно:
Проверьте данные, отображенные на дисплее.
Проверьте плату привода.
Если зеленая подсветка на плате привода во время работы темная, то плату нужно заменить. Проверьте шаговый двигатель.
Проверьте механизмы и детали передачи.
Проверьте, ослаблена ли воздушная пробка шагового двигателя или нет.
Не происходит близкого захвата:
Если загорается рабочая индикаторная лампа, то нужно проверить выпрямительный мост, угольную щетку, воздушный выключатель и т.п.
Если рабочая индикаторная лампа не загорается, а в это время загораются предохранительные индикаторные лампы, то в этом случае следует проверить предохранительный микро выключатель.
Неточная регулировка температуры:
Проверьте соответствующую термопару, качество ее подсоединения с электронагревателем. [www.bronko.ru®]
Проверьте исправность терморегулятора.
Отрегулируйте калибровочный потенциометр на терморегуляторе.
Пульт управления

Рисунок 6. Вид пульта управления
Запуск компьютера и работа на машине
Включите питание.
Для тиснения, в зависимости от размера клише, включите нужное количество нагревателей. На терморегуляторах установите температуру секций нагрева. На верхних строках терморегуляторов отображаются текущая температура, на нижних дисплеях – заданная температура.
Установите параметры протяжки фольги и времени тиснения согласно представленным ниже картинкам:

Клавишами “влево” или “вправо” выберите требуемый язык меню.

“Operation menu” - рабочее меню
“Setupmenu” – меню настроек
При помощи клавиши “вправо” выберите меню настроек “setupmenu”.

В этом окне вы можете настроить следующие параметры:
“Mouldopentime” – время задержки в открытом состоянии
“Mouldclosetime – время задержки в закрытом состоянии
“Feeding time – времяподачи
(“Return” – назад)
(“Down” – вниз)

Для режима тиснения включите режим “gilding” и выберите вал протяжки

Окно ручного режима протяжки фольги
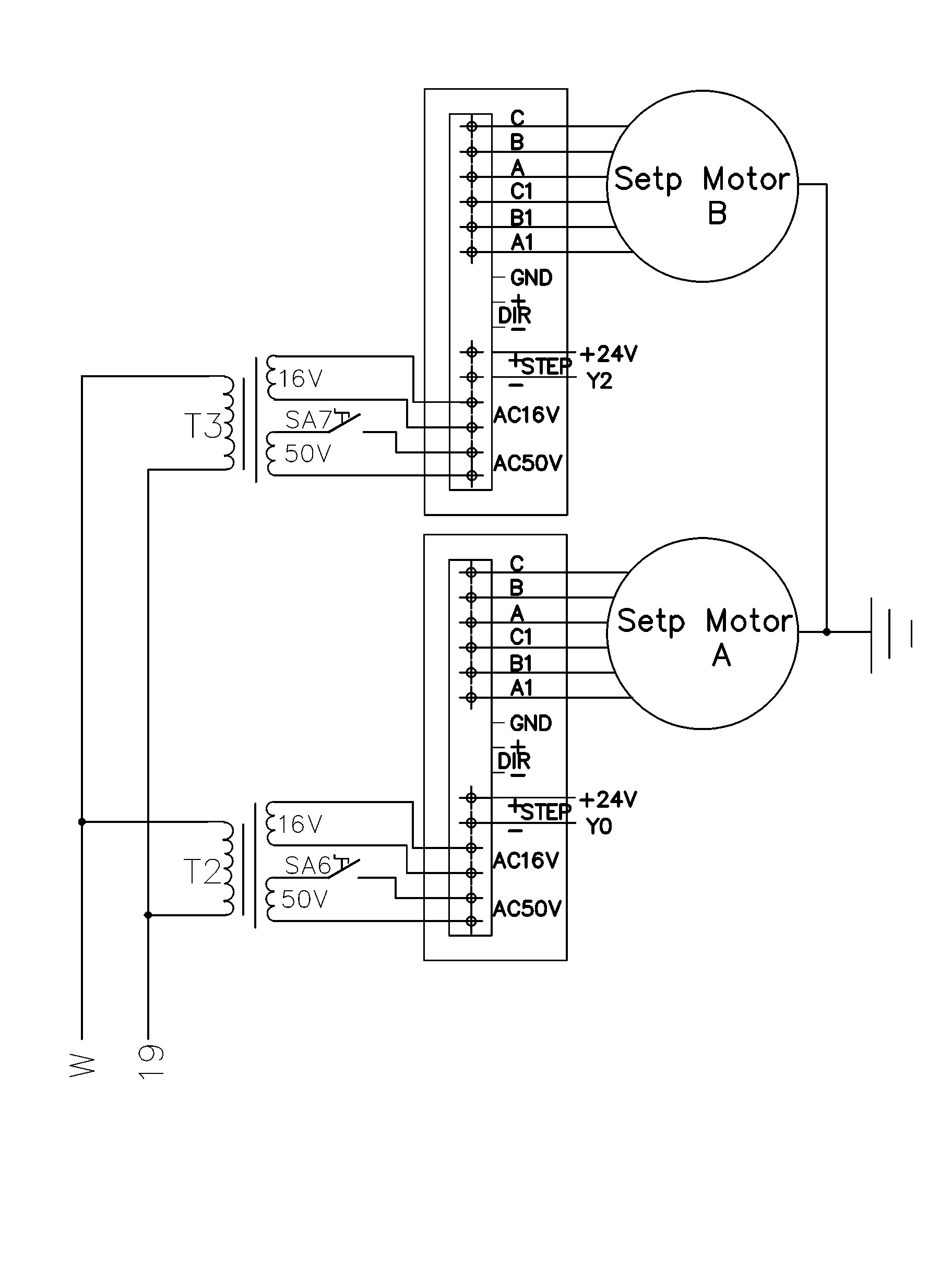
Схемы



Читайте также
