

Инструкция тигельного пресса
Представленная инструкция по настройке и работе с тигелем включает в себя:
>> Общая конструкция
>> Установка
>> Эксплуатация
>> Регулировка
>> Система смазки
>> Техническое обслуживание
>> Общие неисправности и их устранение
>> Схема электрическая принципиальная
Вырубной пресс принадлежит к серии ML – машинам, конструкция которых практически одинаковая за исключением размера стола. Эта машина была специально разработана для вырубных работ по различным видам картона, кож, пластика и т.д. Главным образом машину используют для операций вырубки и биговки картонных изделий, а также для создания неглубоких объемных выпуклостей (холодное конгревное тиснение) Серия машин ML имеет стол большого размера, высокое рабочее давление, стабильна и легка в эксплуатации, быстрый и чувствительный тормоз.
Основные технические параметры представлены на страницах тигельного пресса ML-750A, ML-930A и ML-1040A.
Общая конструкция
1. Привод (смотрите Рис.1 и Рис.2)
Машина приводится в движение с помощью двигателя (32). Двигатель приводит в движение маховик (38), который может набирать и сохранять большую кинетическую энергию, благодаря чему происходит экономия энергии движения. Передача вращения осуществляется ременной передачей (42). В процессе работы под действием электромагнитной муфты фрикционный диск (39) начинает вращаться от маховика и приводит в движение ведущий вал (50). Затем приводится в движение большая шестерня (46). Эксцентрично расположенная на большой шестерне (46) ось (43) соединительной тягой (шатуном) (23) приводит в возвратно-поступательное движение подвижную плиту (8). Защитой от интенсивного износа поверхности оси является втулка задняя (44).
2. Корпус и подвижная плита (смотрите Рис.1 и Рис.2)
Корпус машины (1) является её основной опорой. При открытии плит рабочая поверхность наклонена под углом 15° к горизонту. Дуговая опора (7) подвижной плиты, «серьга» (3), соединенная с подвижной плитой и опирающаяся на подшипник (37) – вместе эти элементы позволяют столу совершать поворот подвижной плиты по заданной траектории.
При закрытии стола направляющий блок (6) касается направляющей (5) по горизонтали и поддерживает подвижную плиту. Рабочие плоскости при этом параллельны. Верхний и нижний «сухари» (34) охватывают направляющую, а «серьга» позволяет столу перемещаться в горизонтальном направлении, находясь в вертикальном положении. Таким образом, последние сантиметры рабочего хода подвижная плита проходит в состоянии, при котором она параллельна неподвижной плите, что позволяет производить более качественный рез (в особенности избежать «смазывания» уголков).

Рис. 1 Общая конструкция машины
1. Корпус машины. 2. Переключатель защитного рычага. 3. Направляющая подвижной плиты («серьга»). 4. Ручка с пультом. 5. Направляющая. 6. Направляющий блок (подробнее см. рис. 6а, стр.9). 7. Дуговая опора. 8. Подвижная плита. 9. Пульт рабочего цикла. 10. Бамперный блок. 11. Поперечина. 12. Ручка холостого хода. 13. Эксцентриковая втулка. 14. Левая соединительная тяга. 15. Нажимная защитная планка. 16. Защитная рама. 17. Ручка фиксации заключной рамки. 18. Пульт управления. 19. Заключная рамка (опционально – заключное устройство). 20. Рым-болт. 21. Фиксатор заключной рамки. 22. Кожух шестерни. 23. Правая соединительная тяга. 24. Фиксатор. 25. Регулировочный винт. 26. Кожух маховика. 27. Указатель направления. 28. Ведущий вал (с квадратом для вращения ручкой). 29. Опорный винт. 30. Упор для рамы. 31. Ролик для установки заключной рамы. 32. Двигатель. 33. Платформа двигателя. 34. Верхний и нижний «сухари». 35. Фиксирующие винты. 36. Эксцентриковый вал. 37. Подшипники.
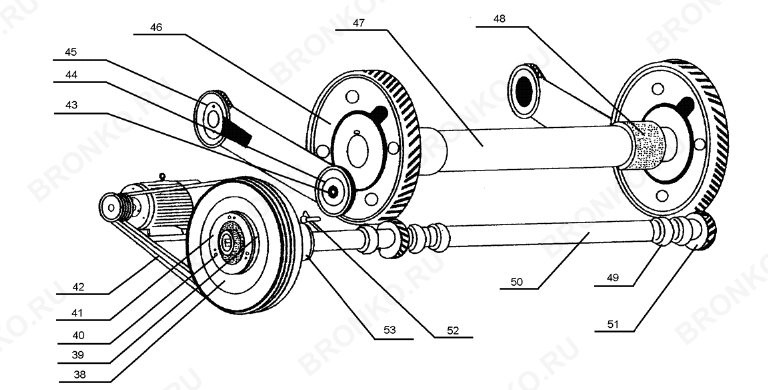
Рис. 2. Привод (вид сзади)
38. Маховик. 39. Фрикционный диск. 40. Регулировочные винты. 41. Тормозной диск. 42. Ременная передача. 43. Ось. 44. Втулка задняя. 45. Передний зубчатый эксцентрик. 46. Большая шестерня. 47. Главный вал. 48. Подшипник главного вала. 49. Подшипник ведущего вала. 50. Ведущий вал. 51. Шестерня. 52. Токосъемная щётка. 53. Токосъемное кольцо.
3. Устройство обеспечения защиты
1) Защитная рама
Защитная рама (16), установленная над корпусом машины, позволяет незамедлительно останавливать подвижный стол с помощью срабатывания концевых выключателей защиты SQ2 и SQ3.
2) Нажимная защитная планка
Нажимная защитная планка (14) установлена у верхней кромки подвижной плиты; нажмите на неё, это приведёт к срабатыванию концевых выключателей SQ4 и SQ5, в результате чего произойдёт немедленная остановка подвижной плиты.
3) Защитный рычаг
Ручка с пультом (4) расположена с левой стороны подвижной плиты; нажмите её вниз (концевой выключатель SQ6 (2), расположенный снизу ручки, активизируется) – подвижная плита сразу остановится.
Установка тигельного пресса
Первоначально машина упакована в коробку. При транспортировке и распаковке старайтесь избегать ударов и рывков, чтобы избежать проблем с последующей работой машины. Если необходимо переместить машину, то переносите её, используя специальный рым-болт (20) на корпусе машины. Перемещайте машину только в горизонтальном положении.
Машина должна устанавливаться на твёрдую и ровную горизонтальную поверхность.
Данная машина работает от трёхфазной сети переменного тока, в связи с этим рядом с машиной должен располагаться рубильник и предохранитель для её остановки и проведения технического обслуживания.
Установите в крепёжные отверстия специальные болты, а опорный болт (29) на кронштейне маховика аккуратно затяните, не туго, чтобы избежать смещения вала. Избегайте поднятия или провисания кронштейна маховика для предотвращения изгиба и поломки ведущего вала.
Машину следует заземлить, сопротивление заземления – менее 10 Ом.
После установки сначала проверьте затяжку всех винтов и залейте достаточно масла в масляную систему. Только после этого можете произвести контрольный запуск машины.
Подключите машину к трёхфазной сети, проверьте направление вращения двигателя на соответствие его работы указателю направления (27), в противном случае, следует изменить подключение фаз.
Дайте машине поработать без нагрузки в течение нескольких минут, убедитесь, что машина работает правильно и не издаёт посторонних шумов. Проверьте все устройства защиты на предмет их чувствительности и надёжной работы.
Эксплуатация тигельного пресса
Работа и электронное управление (смотрите электрическую схему)
При подаче электропитания загорается красная индикаторная лампочка (HL1), это означает, что машина готова к работе.
Нажмите “Старт” (SB3 или SB4), включается и замыкается пускатель двигателя (КМ1), запускается двигатель, вращается маховик, загорается зелёная индикаторная лампочка (HL2), которая показывает, что двигатель начал работать.
Если двигатель работает, нажмите “Пуск” (SB5 или SB6), включается и замыкается реле управления (КА) и пускатель муфты (КМ2). Загорается жёлтая индикаторная лампочка (HL3), которая показывает включение электромагнитной муфты; происходит движение подвижной плиты. Любое действие концевых выключателей защиты (SQ2-SQ6) приводит к разрыву цепи пускателя муфты (КМ2), что вызовет останов подвижной плиты в любом ее положении.
Нажмите “Стоп” (SB1 или SB2), двигатель остановится.
При открытии и закрытии плиты активизируется концевик счетчика (SQ8), что вызывает увеличение показаний счётчика. Выключите переключатель счётчика (SA3), чтобы заблокировать его. Кнопку на счётчике сбросит его на ноль.
Работа в режиме холостого хода
Ручка холостого хода (ручка сброса давления) (12) крепится к поперечине (11), которая соединяет две эксцентриковые втулки (13) с обеих сторон подвижного стола. Потяните за ручку холостого хода, поперечина повернет эксцентриковые втулки, и расстояние между плитами увеличится. Во время работы, при обнаружении неправильного положения бумаги, потяните за ручку холостого хода, чтобы избежать рабочего удара плиты и лишнего расхода бумаги. На холостом ходу счетчик не работает
Ручная проверка работоспособности
При заклинивании плиты или при необходимости регулировки зазоров между плитами можете воспользоваться специальной ручкой для перемещения подвижной плиты. [www.bronko.ru®] Сзади машины на коробке электронного управления находится переключатель (SВ1), который обычно стоит в положении “WORK”; поверните его в положение “Calibration” (TEST). В это время происходит размыкание пускателя двигателя (КМ1), а пускатель электромагнитной муфты (KM2) автоматически замыкается и растормаживает муфту. Поверните ручку для осуществления пробной работы машины.
Внимание! До начала тестирования маховик должен быть полностью остановлен. Не насаживайте ручку на квадрат вала до полной остановки маховика во избежание случайного повреждения вследствие инерции маховика.
Любая проверка работоспособности должна выполняться после включения электромагнитной муфты, в противном случае, машина будет оставаться в режиме торможения. После проверки вытащите ручку во избежание несчастного случая вследствие движения маховика. Переключатель должен быть переведён в положение “WORK”, в противном случае электромагнитная муфта будет во включенном положении, а пускатель двигателя (КМ1) заблокирован.
Установка штанц-формы
Осторожно зафиксируйте штанц-форму с биговально-вырубными ножами в заключную раму, затем раму закрепите на неподвижном столе машины. Проверь-те высоту линии резки и загрузку машины. В соответствии с рис.5 убедитесь, что штанц-форма установлена по центру, в противном случае это приведет к неравномерной нагрузке и повлияет на качество продукции и нормальную работу машины.
Приложите заключную раму к неподвижному столу, установив нижнюю её сторону в упор нижнего держателя рамы (30). Зажмите верх рамы стола при помощи фиксатора заключной рамы (21) и затяните фиксирующую ручку заключной рамы (17).

Рис. 5. Установка штанц-формы
1 – правильная (симметричная) установка; 2, 3 – несим-метричная, неверная установка; 4 – большая площадь дополнительных вставок.
После установки проверьте зазор между плитами, запустив машину в ручном режиме – он не должен быть слишком маленьким. Малый зазор может привести к повреждениям машины или штанц-формы. [www.bronko.ru®]
Примечание: При оснащении машины заключным устройством, штанц-форма закрепляется непосредственно на машине
Регулировка
Регулировка зазора между плитами (давления)

Рис. 6. Узлы регулировки:
а) регулировка зазора между плитами и горизонтальной (право-лево) параллельности; б) регулировка вертикальной (верх-низ) параллельности плит.
Во время работы расстояние между плитами (давление) должно регулироваться под различные режущие пластины и бумагу в соответствии с требованиями, предъявляемыми к вырубке. Целью регулировок является достижение минимально возможной непараллельности поверхностей станины и подвижной плиты, слишком большое отклонение усложняет приладку штанц-формы для достижения качественных результатов вырубки. Отрегулируйте передние зубчатые эксцентрики левой и правой соединительных тяг (по рис. 6) с тем, чтобы отрегулировать зазор и параллельность плит. Ослабьте фиксатор, поверните регулировочные винты и отрегулируйте. После регулировки затяните фиксатор (согласно рисунку 6 a).
Если существует разница между давлением в верхней и нижней областях, то точно отрегулируйте его посредством верхних и нижних «сухарей» (34) с обеих сторон подвижного стола. Ослабьте эксцентриковый вал «серьги» (36) и ослабьте фиксирующие винты (35). Проверьте зазор между «сухарями» (34) и направляющей (5), зазор δ должен быть в пределах 0.5-0.10 мм (по рис.6б). При этом роликовый подшипник внутри серьги должен крутиться свободно. Затем затяните эксцентриковый вал серьги.
Если машина эксплуатируется на протяжении большого периода времени, то дуговая опора (7) или направляющая (5) могут повредиться, что будет вызывать неодинаковое давление верху и внизу. В этом случае следует отрегулировать «сухари» (рис. 6б). Точно отрегулируйте зазор между плитами и проверяйте его постоянно. Во время регулировки особое внимание уделяйте равнозначности зазоров слева и справа, сверху и снизу. При настройке обязательно сначала выключайте питание машины. В любом случае после регулировки следует проверить работоспособность машины в ручном режиме в несколько циклов. Проверьте, чтобы все части машины работали надлежащим образом и были в исправном состоянии.
Регулировка муфты
Данная машина оборудована электромагнитной муфтой постоянного тока.
Обмотка электромагнитной муфты находится в специальном железном сердечнике и залита несгораемым полиуретаном. Муфта получает постоянный ток через токосъемную щётку и кольцо. Под действием вырабатываемого электромагнитного поля рабочий фрикционный диск соединяется с маховиком и приводит в движение подвижную плиту. [www.bronko.ru®] При отключении электромагнитного поля под действием пружины фрикционный диск прижимается к тормозному диску, благодаря чему происходит торможение машины. От зазора между дисками муфты зависят крутящий момент и скорость торможения; слишком большой зазор будет вызывать запаздывание, а слишком маленький зазор может привести к заклиниванию машины. В связи с этим очень важно точно отрегулировать муфту.
Электромагнитная муфта перед поставкой с завода была уже отрегулирована. Как правило, нет необходимости в её повторной регулировке. Однако после продолжительной эксплуатации машины крутящий момент может уменьшиться, скорость торможения может стать медленной из-за износа деталей машины или из-за увеличения зазора муфты. Если это произошло, то отрегулируйте электромагнитную муфту. Она установлена при помощи трёх пар регулировочных винтов (40) на тормозном диске опоры маховика. В каждой паре этих винтов один прижимает тормозной диск к фрикционному и тем самым уменьшает зазор, а другой винт пары оттягивает тормозной диск от фрикционного и тем самым увеличивает рабочий зазор. Комбинируя состояние всех трех пар винтов можно настроить требуемый зазор по всей рабочей поверхности муфты.
Как правило, зазор между поверхностями находится в пределах 0.5-0.7 мм, и должен быть одинаковым по всей площади.
На качество работы электромагнитной муфты могут оказывать влияние следующие факторы:
1) Загрязнение деталей муфты маслом и мелкими частицами. Это приводит к проскальзыванию частей муфты.
2) Поверхность муфты загрязнена, некоторые её участки повреждены или соединены неровно. 3) Ухудшение изоляции и появление утечки тока.
4) Слишком сильный износ электрической щётки и соединительного кольца, что приводит к неплотному прилеганию и слабому давлению щётки.
5) Износ пружин, приводящий к уменьшению толкающего усилия.
5) Износ пружин, приводящий к уменьшению толкающего усилия.
6) Износ подшипника вала.
7) Износ подшипника маховика.
8) Понижение напряжения из-за того, что реле срабатывает слишком медленно, из-за повреждения выпрямителя или проблем с разрядной цепью.
Если прижимное усилие электромагнитной муфты ослабло, то проверьте все вышеприведённые факторы.
Система смазки
Вследствие большого давления и больших нагрузок на рабочие части машины её смазка имеет очень большое значение. При недостатке масла коэффициент трения может сильно увеличиться, что может привести к серьёзным повреждениям машины. На машинах, оснащенных ручной централизованной смазочной системой прокачивайте масляную помпу каждые 2-3 часа работы. На машинах оснащенных автоматической централизованной смазочной системой установите режим прокачки масла каждые 2 часа. (Программирование автоматической смазочной системы см. в отдельном руководстве). [www.bronko.ru®] Это позволит добиться нормальной работы машины на протяжении долгого периода времени.
Предупреждение: Работа без смазки строго запрещается.
Перед началом каждой смены необходимо закачать масло (например ТАД-17 или 10W-40) через пресс-масленки (А) на эксцентриках между плитой и тягами, и налить жидкое масло (например И-20) в воронкообразные масленки (В) спереди и сзади каждой тяги.

Во время работы все узлы смазываются централизованной системой.
Масляная помпа смазывает направляющие блоки (6), дуговые опоры качения (7), эксцентриковый вал (36) «серьги», большие шестерни (46) и подшипники скольжения (44, 45) соединительных тяг (14, 23).
В течение работы регулярно проверяйте поступление масла во все рабочие области. Особое внимание следует обращать на поступление масла в подшипники скольжения (44, 45). Для этого необходимо тщательно вытереть от масла области вокруг подшипников на тягах (14, 23) и через некоторое время проверить появление подтеков масла на наружной стороне тяги. Отсутствие подтеков означает непрохождение масла в данный подшипник скольжения. В данном случае необходимо немедленно прекратить работу и связаться с сервисной службой БРОНКО. Используйте индустриальное масло И-20 для данной машины.
Подшипники главного вала дополнительно, в случае необходимости смазывается маслом посредством двух стеклянных масляных бачков. Следите за наличием в них масла. Если требуется смазка, то отрегулируйте количество поступающего из бачка масла. Если машина не используется, то установите переключатели в соответствующее положение, чтобы прекратить подачу масла.
Техническое обслуживание
Данная машина имеет простую конструкцию и проста в эксплуатации. Однако, из-за неправильного обращения с ней, могут возникнуть различного рода неисправности. Пользователь должен выполнять требования инструкции по эксплуатации относительно правильной эксплуатации машины, её регулировки и технического обслуживания с тем, чтобы обеспечить нормальную работу машины, повысить качество продукции и увеличить срок службы данного изделия.
(1) Постоянно проверяйте все части машины на предмет их работоспособности. При обнаружении каких-либо проблем или неисправных деталей своевременно производите ремонт или замену.
(2) При обнаружении необычного шума со стороны машины найдите источник шума, устраните его причину и только после того, как убедитесь, что всё в порядке, можете продолжать эксплуатацию машины.
(3) Во время работы машины запрещается попадание каких-либо металлических или других твёрдых материалов на её рабочие поверхности, в противном случае, машина может быть серьёзно повреждена.
(4) Во время работы периодически удаляйте остатки бумаги, чтобы избежать их попадания на поверхность направляющей. Машина может быть повреждена при попадании даже тонких кусочков на поверхность направляющей. Также следите, чтобы остатки бумаги не попадали в ременную передачу.
(5) При установке и креплении ножей, а также при корректировке зазора между плитами следите, чтобы машина не была перегружена, держите поверхность станины и подвижной плиты параллельными друг другу. Нож для резки должен быть острым, в противном случае, с работой машины могут возникнуть серьёзные проблемы. Крайне важно избегать подачи нагрузок, сверх требуемых. В процессе вырубки ножи должны оставлять следы на металлической пластине, но не врубаться в нее глубоко. Следы должны обнаруживаться визуально, и быть едва заметными при проведении ногтём по поверхности декельной плиты.
(6) Перед каждым пуском проверяйте наличие смазки.
(7) При запуске машины сначала проверяйте защитные устройства на предмет их чувствительности и надёжной работы, убедитесь в безопасной и надёжной работе машины.
(8) Проверяйте изоляцию электрической системы машины.
(9) Масляные каналы системы смазки необходимо регулярно проверять и прочищать при необходимости, держать под контролем поступление смазки к подшипникам. [www.bronko.ru®] На машинах с ручной централизованной смазочной системой смазку производить каждые 2-3 часа.
(10) При расположении штампа с биговально-высечными ножами в заключной раме необходимо учитывать области концентрации ножей и распределять нагрузку на обе стороны пресса равномерно, во избежание перекосов в подшипниках и заклинивания.
(11)Машина должна эксплуатироваться не более 8 часов в сутки.
Общие неисправности и их устранение
(1) Заклинивание
Заклинивание (когда машина неожиданно останавливается в положении закрытия, происходит проскальзывание ременной передачи или муфты, остановка двигателя) может быть вызвано следующими причинами:
1) Зазор между плитами неправильно отрегулирован, он слишком мал, а давление слишком велико.
2) Расстояние отрегулировано правильно, но используемый картон превышает допустимую толщину и количество листов.
3) Перегрузка по суммарной длине ножей.
4) Ремень передачи от двигателя слишком ослаблен или повреждена электромагнитная муфта.
Независимо от причины “заклинивания” сразу же остановите двигатель, вручную проверните вал в соответствии с п. 5.4 с помощью специального ключа в сторону обратную (!) рабочему ходу, чтобы открыть подвижную плиту. Затем проверьте зазор между плитами и отрегулируйте его. Если причина в подаче картона, то уменьшите подачу бумаги. [www.bronko.ru®] Если причина в перегрузке машины, то уменьшите её.
Если заклинивание вызвано причиной номер 4, то натяните ремни или отрегулируйте муфту в соответствии с п. 6.2.
(2) «Сбились» установочные настройки, подвижный стол отклоняется во время работы, приводя к неоднородной и неровной линии рубки или двойным линиям. Это может быть вызвано:
1) В большинстве случаев это происходит из-за отклонения линии рубки от симметричной позиции, когда подвижная плита отклоняется к одной стороне, вызывая перекос в процессе рубки. 2) Износом прямой или дуговой направляющих (5,7).
3) Ослаблением крепежа или износом верхнего/нижнего «сухарей» (34), что приводит к колебаниям во время работы.
4) Износом поверхности серьги (3).
5) Износом втулки задней (44).
Установите ножи и отрегулируйте линии вырубки симметрично относительно центральных осей плиты настолько, насколько это возможно.
Проверьте и отрегулируйте зазор между верхним и нижним «сухарями» подвижной плиты и верхней и нижней поверхностью направляющей основания в пределах 0.05-0.10 мм.
Проверьте соединение направляющей с серьгой и замените пластину направляющей или подшипники, если это потребуется.
(3) В некоторых местах происходит недоруб.
1) Ножи не настроены должным образом. Возможно, потребуются приправочные подкладки.
2) Режущая кромка ножа затупилась.
3) Поверхности плит установлены не параллельно.
4) Деформация плоскости и неровность поверхности опорной плиты.
5) Износ медной втулки соединительной тяги, прямой направляющей или «сухарей».
(4) Происходит нагрев подшипников, или со стороны подшипников раздаются сильные посторонние шумы.
1) Машина не отрегулирована.
2) Подшипники повреждены или плохо смазаны.
3) Сальники подшипников слишком тугие для нормальной работы.
(5) Двигатель не запускается.
1) Обрыв фазы, перегрузка двигателя или перегорел предохранитель.
2) Включение двигателя заблокировано ручкой ручного вращения (SQ7).
3) Не работает электрическая цепь управлением машиной, плохие электрические контакты или выход из строя электрических компонент.
(6) Не происходит рабочее движение подвижной плиты.
1) Сработало какое-либо защитное устройство – концевой выключатель находится в разъединённом положении.
2) Проблемы с выпрямителем или питанием муфты.
3) Токосъемная щётка контактного кольца находится в недостаточном контакте или происходит увеличение постоянного тока через сопротивление. [www.bronko.ru®]
4) Выход из строя обмотки муфты.
5) Рабочий зазор электромагнитной муфты увеличен.
6) Проблемы с электронной цепью управления или выход из строя электрических компонентов.
Схема электрическая принципиальная


